欢迎访问小鸭集团官方网站
立式扩涨机
安装·使用·操作·技术资料
使用说明书
山东小鸭精工机械有限公司

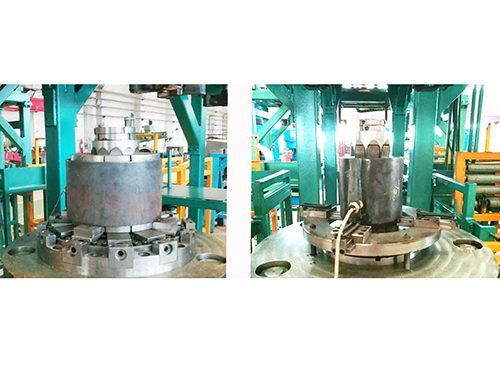
3.1用途
扩涨机是车轮生产中的专用设备,用于扩涨轮辋焊缝处理后产生的型变量,从而得到符合尺寸要求的轮辋.两台扩涨机左右列置,共用一套液压系统,其中小扩张模架扩涨范围φ190.8-φ350,大扩涨模架扩涨范围φ350-φ408.9.
3.2主要技术参数
参数描述 | |
设备型号 | KZJ-2000L |
额定输入电压 | AC400V,3Phsae,50Hz |
额定输入电流 | 60A |
额定输入功率 | 30kw |
轮辋厚度范围 | 5~8mm |
轮辋宽度范围 | 75-300mm |
轮辋直径范围 | |
扩涨机1 | 187.9/190.8-350 |
扩涨机2 | 350-408.9/506.9 |
液压站功率 | 30KW |
压缩空气压力 | 0.4-0.6MPa |
外形尺寸 | |
扩涨机1 | 2690x1320x1620mm |
扩涨机2 | 2690x1320x1620mm |
液压站 | 1250x1350x1300mm |
设备重量 | |
扩涨机1 | 4000Kg |
扩涨机2 | 4000Kg |
液压站重量 | 780Kg |
总重量 | 8780Kg |
液压系统参数
No. 序号 | Parameters Name参数名称 | Data 参数 |
1 | System working pressure 系统最高压力 | 20MPa |
2 | Piston pump spec 叶片泵型号 | PV2R23-41-66-F-REAA-41 |
3 | Flow rate of pump 系统最大流量 | 150L/min |
4 | Hydraulic motor spec 电机规格 | M2QA200L4A-B35 30kw AC400V 50Hz |
5 | Voltage of solenoid valve and electrical components 电磁阀及用电元件控制电压 | DC24V |
6 | Hydraulic oil temperature range for system normal working 系统正常工作油温范围 | 28℃ ~ 55℃ |
7 | Hydraulic oil spec 液压油规格 | L-HM46# |
8 | Required system cleanliness level 系统清洁度要求 | Class NAS 9 |
1. 能够满足不同规格多种型号轮辋的扩涨,扩涨精度高;
2. 两台扩涨机分列两侧,共用一套液压系统,高效节能;
3. 能够实现自动上下料,自动化程度高;
4. 整套设备占用空间小,安装简单方便.
3.3结构概述
3.3.1扩涨单元

小尺寸轮辋扩张模具的设计 具有以下特征:
Þ加工范围:安装在小扩张机-1上,用于轮辋第1组(187.9mm<内径≤253.30mm)和第2组(253.30mm<内径≤307.20mm).扩张块最大高度已从290mm变更为320mm.
Þ锥体:采用8棱锥设计,拉式扩张。
Þ扩张块设计:(1)第1组轮辋每种内径设计1套扩张块,扩张块与锥体直接接触。因为内径太小,不能使用扩张垫块。(2)第2组轮辋采用“扩张块CELL-2+垫块CELL-1”设计扩张模块,扩张垫块CELL-1的规格是Ø190.8xH320, 垫块将与锥体接触,扩张块安装在垫块上,以满足不同直径的扩张需求。(3)每套扩张块/垫块将由线切割分成8块。
Þ扩张垫块:应是单独的(扩张块不能直接用做垫块),以确保扩张精度。
Þ导向键:在扩张垫块与底板之间设有导向键,防止扩张块转动。导向键槽做硬化处理。
Þ弹簧:在扩张块的顶部和底部环绕2根标准弹簧,用于扩张后扩张块的回位。Þ轮辋支撑圈:为尽可能减小扩张时出现的大小头偏差,设计一个圆形的支架用于支撑轮辋,操作人员把轮辋插在锥体的中上部使用,
支撑圈的高度可调,以满足不同宽度规格轮辋的需要。

尺寸轮辋扩张模具的设计具有以下特征:
Þ加工范围:安装在小扩张机-2上,用于轮辋第3组(307.20mm<内径≤408.90mm),扩张块的高度已从250mm变更为280mm。
Þ锥体:由圆锥改用12棱锥设计,推式扩张。
ÞL型设计:规格是外径260mm高度280mm, 与锥体接触面镶嵌耐磨条,与底板接触面镶嵌耐磨条。
Þ弹簧:在L型的底脚处设计12根标准弹簧,用于扩张后扩张块的回位。
Þ扩张块设计:第3组轮辋每种内径设计1套扩张块,扩张块安装在L型上。每套扩张块/垫块将由线切割分成12块。
Þ扩张垫块:应是单独的(扩张块不能直接用做垫块),以确保扩张精度。
3.3.2自动上下料机构

自动上下料机构可实现双工位同时上下料,工件的夹紧靠气缸带动,工件的前后移动靠伺服电机与滚珠丝杆带动。
1、 夹紧机构

夹紧机构利用一组齿轮齿条机构实现夹手的同步夹紧功能,保证每次夹持工件的中心都为夹紧机构的中心。且能适应多种不同规格的轮辋!
1、 滚珠丝杆结构图

1、 伺服电机 2、滚珠丝杆固定侧 3、丝杆螺母 4、滚珠丝杆 5、直线导轨 6、滚珠丝杆支撑
3.3.3提升拨料翻转机构

滚道宽度可调,可适应不同宽度规格的轮辋。
四 工作过程说明
1、工作过程说明
扩张机配有PLC控制系统和自动上下料系统,可自动运转,其运转速度与刨滚切复圆线相同,即最长加工时间不超过15秒/件。
用于小轮辋的1号扩张机将配备2个翻转机构A1和A2, 并且在扩张机上方装2个抓取机构B1和B2。
用于大轮辋的2号扩张机将配备2个翻转机构A3和A4, 并且在扩张机上方装2个抓取机构B1和B2.
以1号扩张机为例,介绍操作步骤如下:
第1步,轮辋滚入翻转机构A1
第2步,翻转机构A1翻转轮辋
第3步,安装在扩张机上部的抓取机构B1和B2同时抓取自动上下料
第4步,1号扩张机1次完成扩张
第5步,抓取机构B1和B2同时抓取自动上下料
第6步,翻转机构B2翻转轮辋,并送进下序滚道。
2号扩张机的操作步骤与1号扩张机相类似。

1、 油缸内位移传感器更换操作
第1步:停机,卸掉联接油缸管路内压力,拆掉与油缸联接口相联油管;拆掉与油缸安装架相连的线路气路;
第2步:将油缸安装架整体移出至方便吊装地带,整体吊起,吊起高度至方便拆换为宜;
第3步:卸掉油缸底部中心压盖(需要找容器接油缸内的液压油),更换位移传感器,安装中心压盖;
第4步:将油缸安装架整体移回原位,连接好拆掉的管路,线路,气路,更换完成.
分支机构
山东小鸭集团智能电器有限公司山东小鸭精工机械有限公司山东小鸭冷链有限公司山东小鸭集团家电有限公司山东小鸭小家电有限公司山东小鸭集团洗涤机械有限公司山东小鸭新能源科技有限公司山东小鸭智能电器有限公司济南泺安物业管理有限公司新闻中心
新闻中心联系我们
电话:400-658-6222 邮编:250000 地址:山东省济南市工业南路51号 国际贸易部:+0086-531-83122097 邮箱:xiaoyalogo@xiaoyagroup.com.cn鲁ICP备10021990号-1 | © 2018 山东小鸭集团有限责任公司 版权所有 |  鲁公网安备 37010202000910号
鲁公网安备 37010202000910号